诚信为本,信誉至上,服务用户,回报社会!
诚信为本,信誉至上,服务用户,回报社会!

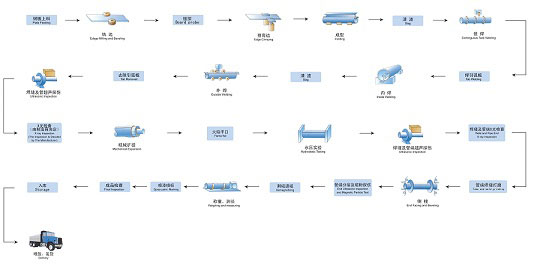
工艺流程
-
设备组成
1. 板探:钢板进入生产线后,进行全板超声波检验; 2. 铣边:通过铣边机对钢板两边缘进行双面铣削,使之达到要求的板宽、板边平行度和坡口形状; 铣边机:该机组主要由备料台架、自动对中装置、夹持车、铣削单元、磁性排屑机、液压、润滑、电控等系统组成,集机、电、液于一体实现自动控制,使钢板两边具有同样的坡口形状和尺寸。保证了整个铣削过程中参数的恒定性,进而保证铣削质量,为确保后道焊接工序质量奠定了良好的基础。
河北海乾威钢管有限公司 4172
-

成型设备
4. 成型:在JCO成型机上首先将预弯后的钢板的一半经过多次步进冲压,压成"J"形,再将钢板的另一半同样弯曲,压成"C"形,后形成开口的"O"形;成型机:该机采用比利时LVD公司出品的CADMAN-CNC数控系统,主要由主机、输送辊道、前后送料、侧出料、模具、液压系统、和电控系统组成。通过旋转管坯连续J-C-O工艺自动送料、连地生产大直
河北海乾威钢管有限公司 4218
-

内外焊接设备
7. 外焊:采用纵列多丝埋弧焊(多可为四丝)在钢管外侧进行焊接;内外焊接设备:该机主要由PLC控制系统、自动送丝机构、自动跟踪机构、焊枪调整、焊料自动添加等装置组成。焊机头带有清理焊缝异物的坡口风管,防止异物对焊缝质量造成的影响。同时内焊机采用激光指示器,操作者可准确观察到焊缝位置,确保焊接质量。8. 超声波检验Ⅰ:对内外焊缝
河北海乾威钢管有限公司 4108
-

扩径工艺
10. 扩径:对钢管全长进行扩径以提高钢管的尺寸精度,并改善钢管内应力的分布状态;进行整体机械扩径,可有效地提高钢管的尺寸精度,并改善钢管内应力的分布状态,从而避免由于应力腐蚀造成的破坏,同时有利于现场的焊接施工。11. 水压试验:在水压试验机上对扩径后的钢管进行逐根检验以保证钢管达到标准要求的试验压力,该机具有自动记录和储存功
河北海乾威钢管有限公司 4035
-

检测设备
13. X射线检查Ⅱ:对扩径和水压试验后的钢管进行X射线工业电视检查和管端焊缝拍片;14. 倒棱:将检验合格后的钢管进行管端加工,达到要求的管端坡口尺寸;管端倒棱机:该机由床头箱、ZG45花盘、进给装置、传动装置、刀架总成、排屑断屑、升降夹紧、电控等装置组成。设备采用PLC对机床的各工步和液压机构的运动进行控制。具备故障报警信息显示、高速
河北海乾威钢管有限公司 4022
- 共 5 条记录